









High Capacity Manure Drying Tunnel
By Chris Harris, senior editor of ThePoultrySite. A new manure belt-drying tunnel to dry fresh or pre-dried manure from cage or aviary laying systems has been developed by Big Dutchman. 7 December 2007
7 December 2007
 4 minute read
4 minute read
The manufacturers say that the Optisec system can achieve a dry matter content of up to 90 per cent, which helps to create the ideal conditions for safe storage or further marketing of manure.
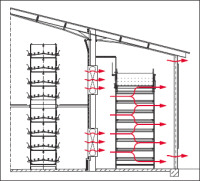
For the drying process, warm exhaust air is pushed into the pressure corridor at four cubic metres per hour and per bird.
The air passes through all the tiers of the drying tunnel, which can vary between four and 14, thanks to the width of the system, which is 1.75m.
The perforated manure drying belts ensure that the warm air passes not just over the manure, but directly through it, which enables the 80 per cent to 90 per cent dry matter content.
Depending on the requirements of the farm, Big Dutchman says that the drying belt tunnel is designed to the appropriate number of hens and the amount of manure that is collected. One belt drying tunnel can handle up to 200,000 birds.
The Optisec can also be used for drying fermentation substrates from biogas plants.
 |
 |
|
| The chopper unit, - a rotating shaft with 20cm chain links. | The dosing station with spiral screws. |
The system takes the fresh manure from the barn to the belt drying tunnel on conveyor belts. Once it reaches the belt drying tunnel, the manure is transferred directly into a dosing station. The amount of manure that is transported is determined by weight, which is read by electronic load cells. These coordinate the speed of the manure belts inside the barn and in the drying tunnel.
A uniform layer of manure is then spread onto the topmost drying belt by means of two counter-rotating worms. When the manure reaches the end of the topmost belt, it automatically drops down onto the next conveyor belt and the transport continues until the filling is finished.
The system has an emergency stop on each tier to prevent major damage if the system malfunctions.
Because the dosing station is at the top of the drying tunnel, it means that there is no need for an additional tier, keeping space down and removing the need for an additional belt drive.
The quantity of manure, the speed of the belts and the two distributing spiral screws are coordinated so that there is an even distribution of manure on the drying belts. This allows the manure to dry evenly.
The system has a chopper, consisting of a rotating shaft with 20cm chain links to chop up the manure chunks before they are dried fully. This also helps for a more even drying process. Big Dutchman says that the chopper should be installed on the line where the manure has already reached a good stage in the drying process.
The drive unit is installed on the outside to protect it from dirt and to ease maintenance and it can be reached through two easy to open doors.
 |
 |
The XHD manure belt drive also has a pressure unit, which improves power transmission, and smoothes the operation of the fully loaded 1.75m belts.
The system also has a patented roller bearer made of a galvanised tube onto which plastic rolls are fitted. They are fitted in such a way that the drying belt lies on the roller only in certain places, Big Dutchman says. This means that the bearers do not cover the holes of the drying belt allowing free circulation of air.
The system has a suspended flap that acts as a dust protector and also as a safety function, so that if there is any damage, every tier is immediately switched off.
Underneath the first tier of belts there is a non-perforated manure belt that collects dust and small particles that can fall down from the upper tiers.
The perforated drying belts are cleaned when the dried manure leaves the system so that the floor underneath the tunnel stays clean.
December 2007

